SEN Alignment
![]()
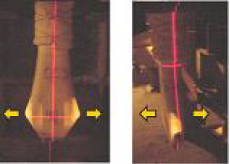
![]() Accurate alignment of a submerged entry nozzle (SEN) is
achieved using non-contact laser sensors from Sequence
Technologies. Typically, nozzle
alignment is accomplished by visual inspection, which can be
error prone and vary between operators. A misaligned SEN
while casting can lead to quality issues and potential
breakouts, especially in thin slab casters due to the small
spaces between the nozzle and mold.By using our systems, the alignment process is
simplified and the results are precise.
Accurate alignment of a submerged entry nozzle (SEN) is
achieved using non-contact laser sensors from Sequence
Technologies. Typically, nozzle
alignment is accomplished by visual inspection, which can be
error prone and vary between operators. A misaligned SEN
while casting can lead to quality issues and potential
breakouts, especially in thin slab casters due to the small
spaces between the nozzle and mold.By using our systems, the alignment process is
simplified and the results are precise.
ST235 Tundish Nozzle Positioning System

 The ST235 system measures the position of the SEN with
precise accuracy and calculates the
distance it needs to move to be aligned with the
mold. The system uses one ST201 ProfileGAGE (a
high speed laser profile sensor) and proprietary software to
continuously measure and graphically display the SEN position
from a known calibrated reference.
The ST235 system measures the position of the SEN with
precise accuracy and calculates the
distance it needs to move to be aligned with the
mold. The system uses one ST201 ProfileGAGE (a
high speed laser profile sensor) and proprietary software to
continuously measure and graphically display the SEN position
from a known calibrated reference.
A PC user interface displays an image of the SEN along with the distance (offset) it requires to be aligned with the mold. The operator uses this data to move the tundish car and the system indicates when alignment is achieved.
ST237 Tundish Nozzle Alignment Gauge
The ST237 uses a laser plumb gauge and a pair of laser line gauges to generate precise visual references on the SEN to align it to the tundish. These battery operated laser sensors are highly accurate and portable, allowing them to be moved from one tundish to the next.
 The alignment process begins by inserting the plumb gauge in the nozzle opening of the tundish to transpose its center axis to the floor below. The spot is used as a benchmark for positioning the laser line gauges around the SEN. The nozzle is inserted into the tundish while each laser line gauge is positioned 90° apart, around the SEN so their laser beams intersect the benchmark on the floor. The nozzle is moved until the center of each face lines up with the laser beams projected by each line gauge.
The alignment process begins by inserting the plumb gauge in the nozzle opening of the tundish to transpose its center axis to the floor below. The spot is used as a benchmark for positioning the laser line gauges around the SEN. The nozzle is inserted into the tundish while each laser line gauge is positioned 90° apart, around the SEN so their laser beams intersect the benchmark on the floor. The nozzle is moved until the center of each face lines up with the laser beams projected by each line gauge.